k2往复式给煤机 k3矿用给料机安装及使用:
1.往复式给料机是固定安装在储料仓口下在安装前需要确定水平位置,将机架与仓口用螺栓紧固,然后再将传动平台安放在正确位置上,H形架与机架,传动平台焊牢减速机、电动机找正安装,调节适当,用螺栓紧固。
2.安装后需要进行空负荷试车,运转当中检查各部件工作是否正常滚动轴承温升不得高于60℃。
3.依据卸料要求调节生产率时,将曲柄部位销轴拔出松动螺母转动曲柄壳的位置“1、2、3、4”选择固定,将销轴插入联结曲柄与曲柄与曲柄壳,紧固销轴和螺母,调整完毕后再开车
往复式给煤机 大型往复式给料机主要特点:
1.工作可靠、寿命长。
2.重量轻,体积小,维护保养方便。
3.结构简单,运行可靠,调节安装方便。
4.封闭式框架结构,大大提高了机架的刚度。
5.装有限矩型液力偶合器,能满载启动,过载保护。
6.较给料量可达1200吨/小时(煤),是目前的k型往复式给料机。
7.采用了平面二次包络环面骡杆减速器设计,承载能力大,传动效率高。往复式给煤机 大型往复式给料机
8.侧衬板、斜衬板与底板之间留缝可调,能比较有效地控制留缝大小,大大减少了漏料。
9.驱动装置对称布置,并采用双推杆 ,使整机爱力均衡,传动平稳,消除了底板往复时的扭摆现象。
10.底板有立向筋板,并用三道通长托辊支承,保证了底板本身刚度,消除了现有往复式给料机底板工作中弯曲变形的弊病。
11.共成公司设计制造的给煤机衬板由小块耐磨钢板拼成,这样不仅更换时轻便容易,而且可以根据实际磨损情况,有针对性地更换磨损了的衬板块,从而使材料合理利用 ,降低维修费用,延长给煤机整体使用寿命

往复式给煤机 大型往复式给料机安装及使用:
1.往复式给料机是固定安装在储料仓口下在安装前需要确定水平位置,将机架与仓口用螺栓紧固,然后再将传动平台安放在正确位置上,H形架与机架,传动平台焊牢减速机、电动机找正安装,调节适当,用螺栓紧固。
2.安装后需要进行空负荷试车,运转当中检查各部件工作是否正常滚动轴承温升不得高于60℃。
3.依据卸料要求调节生产率时,将曲柄部位销轴拔出松动螺母转动曲柄壳的位置“1、2、3、4”选择固定,将销轴插入联结曲柄与曲柄与曲柄壳,紧固销轴和螺母,调整完毕后再开车
|
![]()
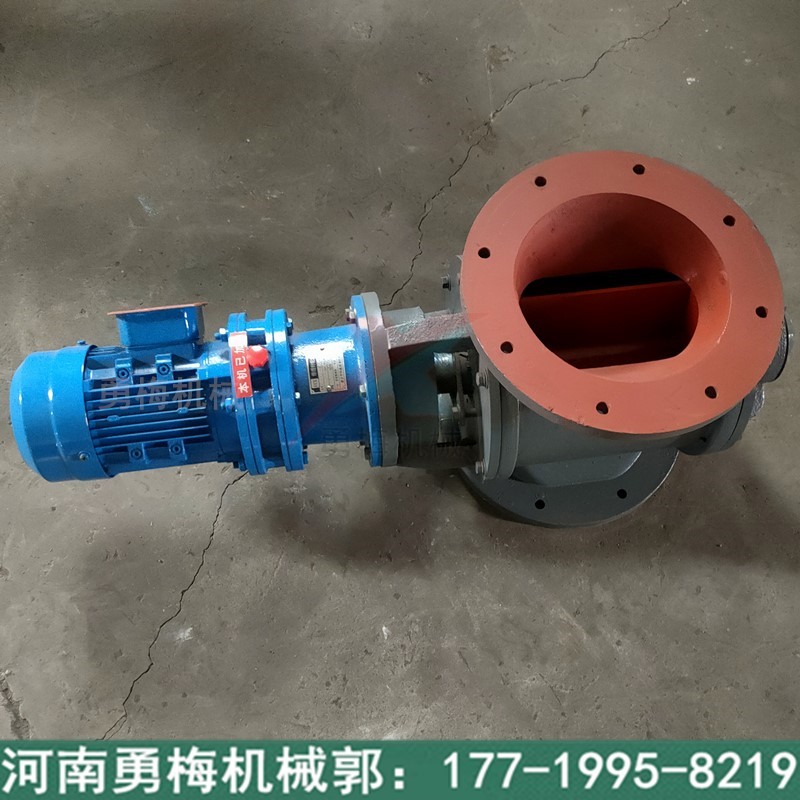
标注:1.减速机 2.电动机 3.传动平台 4.联轴器 5.H形架 6.连杆 7.给煤槽 8.闸门 9.机架 10.漏斗 11.托辊
往复式给煤机 大型往复式给料机技术参数表: |
| 型号规格 | K-0 | K-1 | K-2 | K-3 | K-4 |
| 给料能力 | 底板行程 | 曲柄位置 | 无烟煤 | 烟煤 | 无烟煤 | 烟煤 | 无烟煤 | 烟煤 | 无烟煤 | 烟煤 | 无烟煤 | 烟煤 |
| 200mm | 4 | 100 | 90 | 150 | 135 | 225 | 200 | 330 | 300 | 590 | 530 |
| 150mm | 3 | 75 | 67 | 112 | 100 | 170 | 150 | 247 | 220 | 440 | 395 |
| 100mm | 2 | 50 | 45 | 75 | 68 | 133 | 100 | 165 | 150 | 295 | 268 |
| 50mm | 1 | 25 | 22 | 39 | 34 | 55 | 50 | 83 | 75 | 148 | 132 |
| 曲柄转速(r/min) | 57 | 57 | 62 | 62 | 62 |
| 电动机 | 型 号 | YB160M1-8 | YB160M1-8 | YB160M1-8 | YB160M-8 | YB200L1-8 |
| Y160M1-8 | Y160M1-8 | Y160M1-8 | Y160M-6 | Y200L1-6 |
| 功率(KW) | 4 | 4 | 4 | 7.5 | 18.5 |
| 转速(r/min) | 720 | 720 | 720 | 970 | 970 |
| 减速机 | 型号 | JZQ-350 | JZQ-350 | JZQ-350 | JZQ-400 | JZQ-500 |
| 速比 | 12.64 | 12.64 | 12.64 | 15.75 | 15.75 |
| 允许zd粒度(mm) | 含量10%以下 | 250 | 350 | 400 | 500 | 700 |
| 含量10%以上 | 200 | 300 | 350 | 450 | 550 |
| 设备重量 (Kg) | 带料斗 | 1465 | 1626 | 1925 | 2505 | 3558 |
| 不带料斗 | 1330 | 1480 | 1744 | 2255 | 3256 |
往复式给煤机 大型往复式给料机安装及使用:
1.往复式给料机是固定安装在储料仓口下在安装前需要确定水平位置,将机架与仓口用螺栓紧固,然后再将传动平台安放在正确位置上,H形架与机架,传动平台焊牢减速机、电动机找正安装,调节适当,用螺栓紧固。
2.安装后需要进行空负荷试车,运转当中检查各部件工作是否正常滚动轴承温升不得高于60℃。
3.依据卸料要求调节生产率时,将曲柄部位销轴拔出松动螺母转动曲柄壳的位置“1、2、3、4”选择固定,将销轴插入联结曲柄与曲柄与曲柄壳,紧固销轴和螺母,调整完毕后再开车


 |
|  RSS订阅
RSS订阅








 :871792307
:871792307