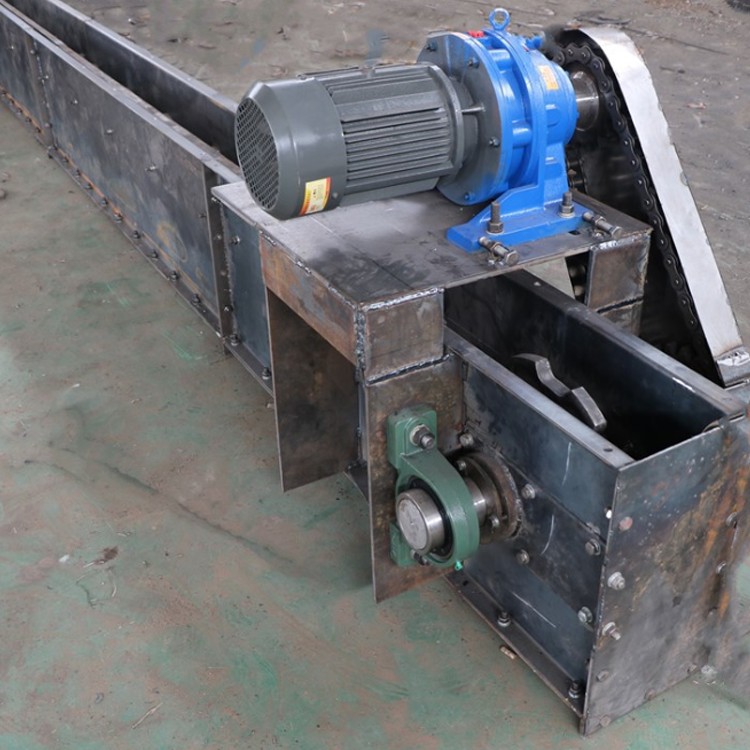
U型用输送机219mm管径螺旋提升机粉煤灰上料机
螺旋输送机叶片磨损发生在表面时,通常只要强化其表面就可以显著降低磨损,有效提高寿命,而不必整体改变材质。对于物料磨损工况下使用的工作,表面磨损量较大,磨损失效较快,要求工作层有足够的硬度和耐磨性,而采用表面强化技术后螺旋叶片表面权需获得占叶片厚度的几百分之一至几十分之一的覆盖层,就可使螺旋叶片具有比其体更高、更优良的耐磨性能,平均效率提高5-20倍以上,因而表面强化技术在提高螺旋输送机耐磨性能方面得到广泛应用。 使用仟焊方法堆焊的耐磨涂层具有钎焊温度低,对耐磨更度质点烧损小;纤焊时对基本性能影响小,且涂层变形小;表面成型好,机加量小,工艺成本低;纤焊涂层形状易于控制。

螺旋输送机耐磨层堆焊,把填充金属熔敷在基本表面以提供抗磨损、冲击、腐蚀、擦伤和气蚀等保护层的工艺过程。只要在需要的部位熔敷耐磨层,节省了贵重材料。因所受载荷由韧度基体承受,设计时不考虑耐磨层强度,所以很可能使用很硬的、耐磨性很好的堆焊层。抗磨料磨损是耐磨层堆焊最重要的应用之一。
螺旋输送机俗称搅龙,是一种无挠性牵引构件的连续输送设备。这种螺旋输送机主要具有结构简单,制造成本低、维护方便等优点,在国民经济各部门中得到广泛应用。螺旋输送机的制造,其主要技术难点在于螺旋叶片加工的下料。 常规的螺旋输送机叶片下料法有两种。一种为冷轧成形法,它的基本过程是:将原料钢带通过冷轧机上的一对锥形轧辊的碾压,形成连续的环状带,再使其通过螺旋分导装置,成为具有左(右)旋,并有一定螺距的螺旋叶片。这种方法多适用于批量生产,对于非批量生产的加工下料,则多采用单个叶片焊接法。它的基本过程是:先将平面钢板料切成带有缺口的单个圆环,在模具上压制成单个螺旋叶片(一个螺距),再由人工逐一将单个叶片焊接在中间轴上,形成连续叶片。


 |
|  RSS订阅
RSS订阅









 :871792307
:871792307