石头板式喂料机链条跑偏的原因和调整方法
国外某工程6台重板在厂内空载试车均未出现跑偏现象。2015年2月开始现场重载试车,2015年4月发现石头板式喂料机链轮和链条在输送槽运行方向的左侧出现间隙过小或磨损。链轮齿形附近表面硬度HRC50~55,链条轨面硬度HRC50~58,表面硬度HB331~375。从图2可以看出,由于链条轨面和链轮齿形附近表面硬度相近,较严重的4号机链条轨面和链轮互相磨损的光滑如镜;同样由于链轨表面里侧硬度相对轮齿较软,链轮轮齿将链条里侧研磨出现沟痕。
按照先易后难,逐步排除的原则,分析本工程石头板式喂料机链条跑偏可能原因及调整方法如下。
2.1 驱动轴2个大轴承座的螺栓松动,造成驱动轴带动链轮窜位在出厂前,驱动轴2个大轴承座的位置已经调整完毕,但是,仍然不能排除由于运输磕碰和重载调试时应力释放造成M36的固定螺栓松动,进而发生硬度较小链条内侧被硬度很高链轮轮齿磨损掉块现象。现场解决的办法是:首先,生产厂都是在重板组装前进行底漆及中间漆的喷涂,在重板组装调试后再进行面漆的喷涂。仔细观察大轴承座和承载大梁的结合面,如果出现轴承座窜动的情况,必然会在某结合面处出现漏出中间漆(一般为灰色)的现象。处理方法是先松开后面张紧尾轴的两侧张紧大锁母,然后松开驱动轴大轴承座螺栓,在轴承座底座端部垫好橡胶垫,用大锤轻轻磕动,让轴承座归位,紧好头尾轴的螺栓,试车。如果跑偏依然存在,那就是重载试车以后链条内部磨合、应力释放等产生尺寸微小变化。可以接着按上述步骤调整驱动大轴承座的前后位置,具体调整方向见图3。当链条向右跑偏时,将左侧大轴承座向后调,右侧大轴承座向前调。当链条向左跑偏时,大轴承座调整方向相反。
骄阳板式给料机安装结构分为三种型式:
P型——喂料槽承载板的纵剖面为平板形,适用于沿水平或倾角≤15°喂料块状物料。
L型——喂料槽承载板的纵剖面为波浪形,适用于沿水平或倾角≤25°喂料块状及颗粒状物料。
C型——喂料槽承载板的纵剖面为浅槽形,适用于沿水平或倾角≤35°喂料块状及颗粒状物料。



 |
|  RSS订阅
RSS订阅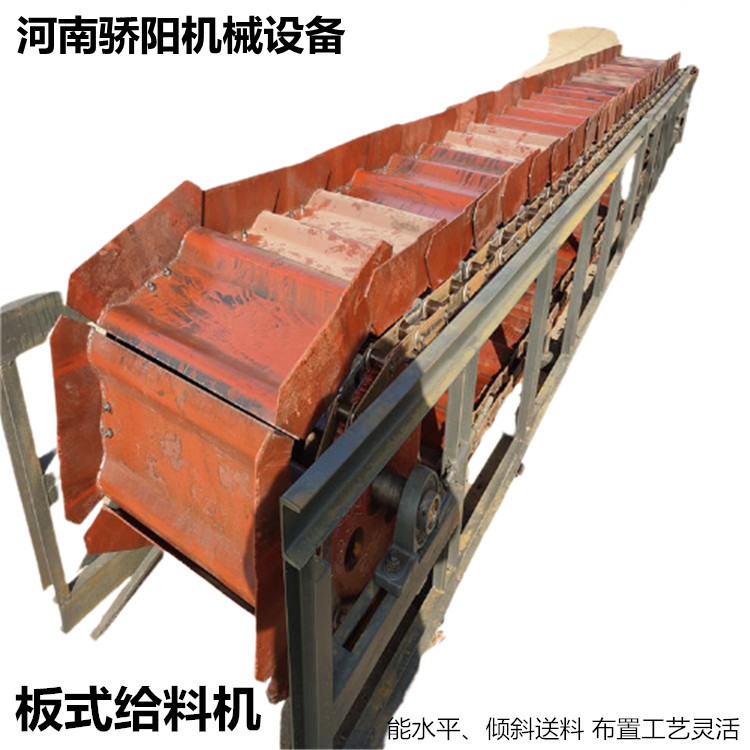










 :871792307
:871792307