耐高温S型刮板输送机高温输送环境下,要确保整机在连续运行的情况下达到5 万h 以上的寿命,首先要保证易损件(如刮板链条、导轨、头轮、尾轮、侧衬板等)的检修(或更换)周期达到1 万h 左右(连续工作状态下),除了选用耐高温耐磨损的材料以外,还必须优化结构,采用一系列技术和工艺上的保障措施,这同样是技术研发的难点。该输送机机型为MSMR320 ~ 1000;所输送物料为高温烟尘(温度≤ 850℃,粒度≤ 200 mm);输送量为10 ~ 50 t/h;牵引链速为0.05 ~ 0.2 m/s;较大(水平)输送距离为100 m。
耐高温S型刮板输送机结构布置形式如图1 所示。由头部、驱动单元、中部机壳、尾部、刮板链条、机械保护装置、电气保护和控制装置等组成。中部机壳布置有长方形进料口、整机法兰反托装置;承载分支设置有耐温耐磨导轨及左、右耐温耐磨侧衬板;空载分支设置有链条回程托轮组件,这种结构形式根据工艺要求可以延伸到头、尾部机壳内。
耐高温S型刮板输送机由吊挂在输送机头部1 和过渡段4 上的驱动装置2,通过链传动驱动头部1中的头轮转动,头轮带动刮板链条7 在过渡段4、中间机壳5 下部承载分支从尾部10 向头部方向运行,将物料输送到出料口卸料。承载分支:高刮板链条在每两块相邻耐磨导轨12 和耐磨导轨12 之间自动填充补偿的物料上运行;
耐高温S型刮板输送机空载分支:高刮板链条通过头部托轮组件3和中间托轮组件6 从头部向尾部方向运行。
耐高温S型刮板输送机高刮板链条形成无端闭合的连续运行构件,将物料连续输送到出料口。尾部设置的张紧装置采用压缩弹簧加丝杆螺母扼架式结构,能有效调整高刮板链条的松紧度和左右跑偏量。
耐高温S型刮板输送机当两个或多个并列炉体灰斗采用一台输送机输送高温物料时(一般输送距离较大),炉体灰斗与输送机之间因热胀冷缩产生的设备几何尺寸变形量大,且很不一致,易导致炉体灰斗和刮板输送机变形,甚至损坏部件和剪切联接件,造成设备安全事故。
耐高温S型刮板输送机中部槽的刮板输送机的机身,有槽帮钢和中板焊接而成。上槽是装运物料的承载槽,下槽底部敞开供刮板链返程用。


 |
|  RSS订阅
RSS订阅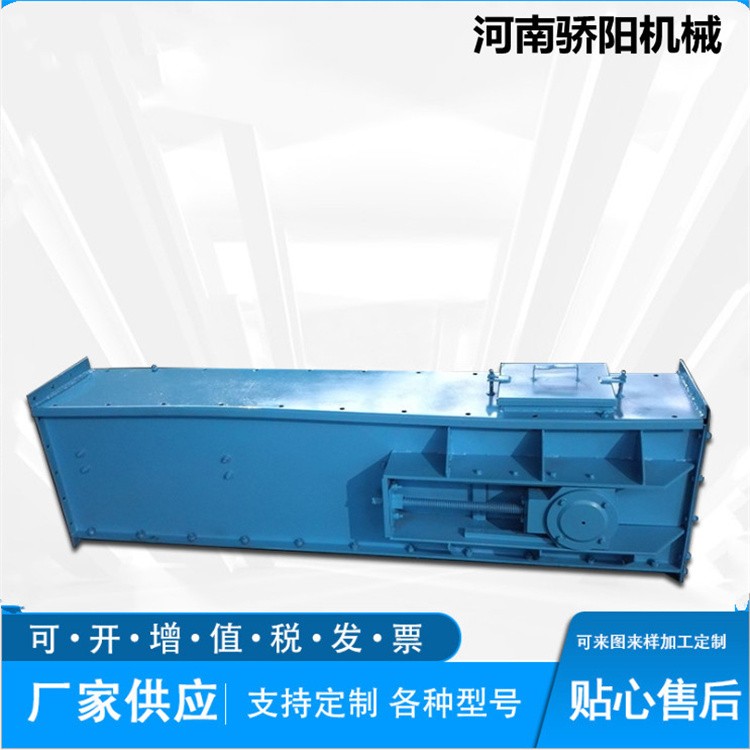










 :871792307
:871792307